






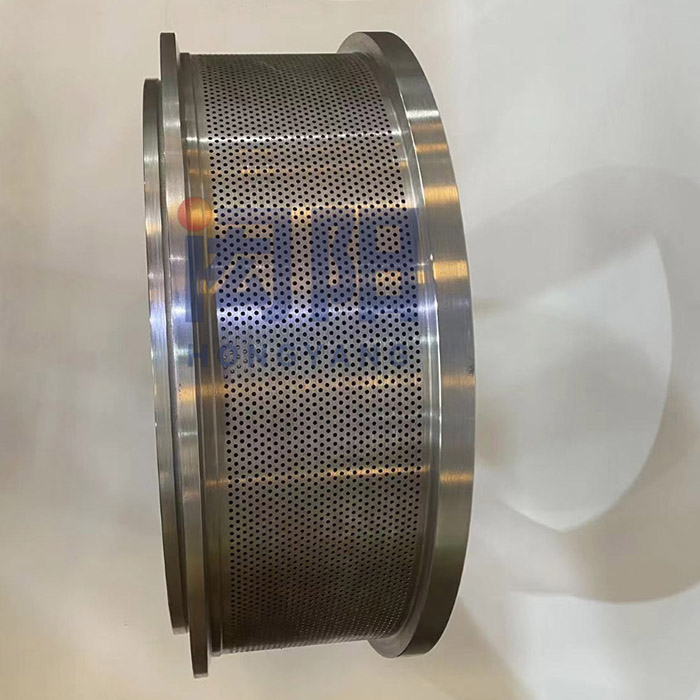
CPM3020 CPM3020-6 ペレットリングダイ
CPMシリーズ
| シリーズ | モデル | サイズ(mm) | 作業面サイズ(mm) |
| インプレッション単価 | 3016-4 | 559*406*190 | 116 |
| インプレッション単価 | 3016-5 | 559*406*212 | 138 |
| インプレッション単価 | 3020-6 | 660*508*238 | 156 |
| インプレッション単価 | 3020-7 | 660*508*264 | 181 |
| インプレッション単価 | 3022-6 | 775*572*270 | 155 |
| インプレッション単価 | 3022-8 | 775*572*324.5 | 208 |
| インプレッション単価 | 7726-6 | 890*673*325 | 180 |
| インプレッション単価 | 7726-8 | 890*673*388 | 238 |
| インプレッション単価 | 7932-9 | 1022.5*826.5*398 | 240 |
| インプレッション単価 | 7932-11 | 1027*825*455.5 | 275 |
| インプレッション単価 | 7932-12 | 1026.5*828.5*508 | 310.2 |
| インプレッション単価 | 7730SW | ||
| インプレッション単価 | 2016 | ||
| インプレッション単価 | 7712 |


製品のインストール
ペレットミルのリングダイを取り付ける一般的な方法は次のとおりです。
1. まず、造粒機の電源がオフになっていること、電源が切断されていることを確認してください。安全は常に最優先です。
2. ペレットミルから古いリングダイを取り外します。造粒機のモデルによっては、ボルトを緩めたり、ロック機構を解除したりする必要がある場合があります。
3. キャビティを徹底的に洗浄し、堆積している可能性のある破片や古い材料をすべて除去します。これにより、新しいリングダイが適切に固定されます。
4. 新しいリングダイをペレットミルに取り付けます。造粒機のシャフトをリングダイの中央の穴に通し、造粒機チャンバー内で正しく配置します。リングダイは造粒機のロールと完全に位置合わせされ、ボルトとロック機構でしっかりと固定されている必要があります。
5. リングダイが適切に潤滑されていることを確認してください。メーカーの取扱説明書を参照して、リングダイへの潤滑の推奨方法を確認し、適切な量と適切な場所に潤滑剤が塗布されていることを確認してください。
6. 造粒機の位置合わせが正しいか確認してください。リングダイは造粒機のローラーと同じ高さにあり、ローラーとリングダイの間の隙間は最小限である必要があります。
7. 最後に、ペレット ミルをオンにして短時間稼働させ、新しいリング ダイがスムーズに動作し、良質のペレットが生産されていることを確認します。
リングダイのセットアップは、ペレット製造工程の品質と寿命にとって非常に重要です。設置手順についてご不明な点やご質問がございましたら、専門の技術者にご相談ください。
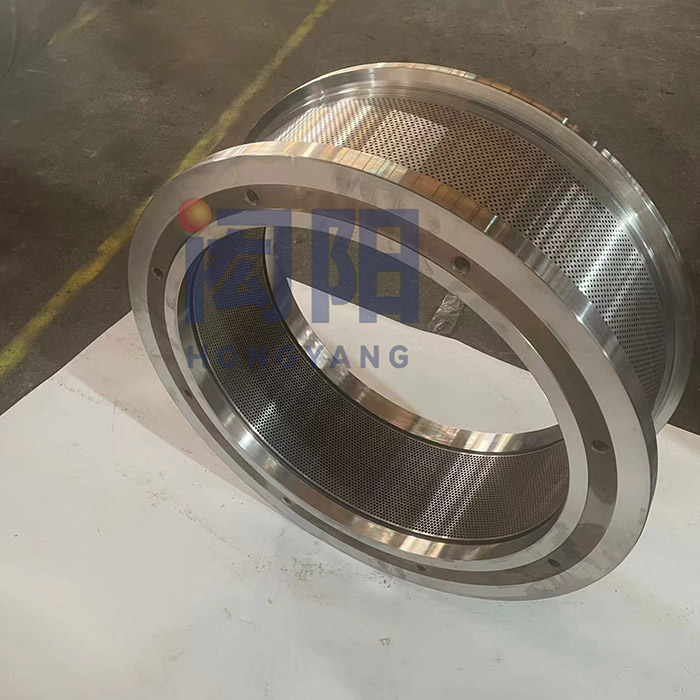
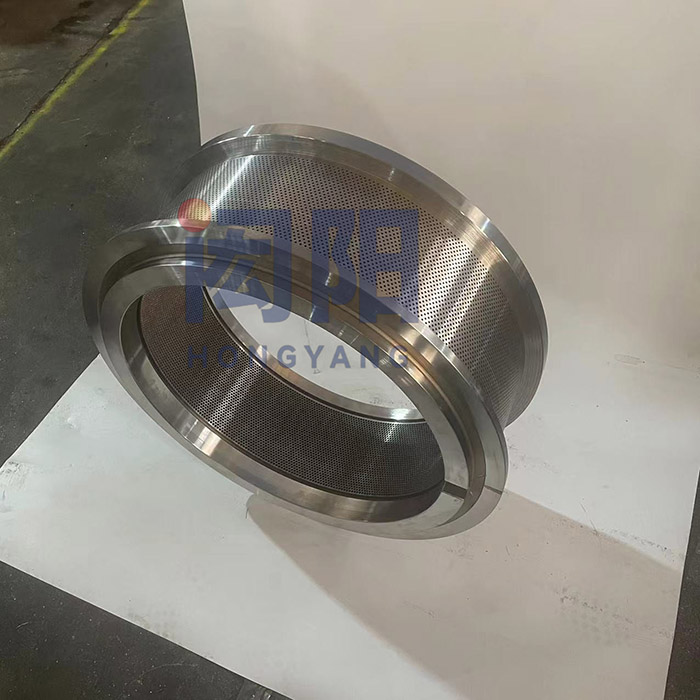

製品展示
カスタマイズ可能なペレットダイモデル:CPM、Buhler、CPP、OGM、Zhengchang(SZLH/MZLH)、Amandus Kahl、Muyang(MUZL)、Yulong(XGJ)、AWILA、PTN、Andritz Sprout、Matador、Paladin、Sogem、Van Arssen、Yemmak、Promill など。お客様の図面に従ってカスタマイズいたします。










-
イベント
-
製品カテゴリー
-
お問い合わせ
-
 電話: +86 18851202909
電話: +86 18851202909 -
 中国江蘇省麗陽市崑崙街正昌路201号
中国江蘇省麗陽市崑崙街正昌路201号 -
 メールアドレス: hy.ringdie@outlook.com
メールアドレス: hy.ringdie@outlook.com
-
-
ソーシャルメディア






人気商品 - サイトマップ - AMPモバイル
飼料ペレットリングダイ, ペレットダイ, ペレットミルリングダイ, ペレットリングダイ, リングダイ, ペレットマシンリングダイ,