





OGM リングダイ ペレットミル用スペアパーツ
製品説明
OGMペレットミル用:OGM-0.8、OGM-1.5、OGM-6など
お客様のご要望や対応する図面に応じて、さまざまなモデルやさまざまな開口部のリングダイを加工できます。
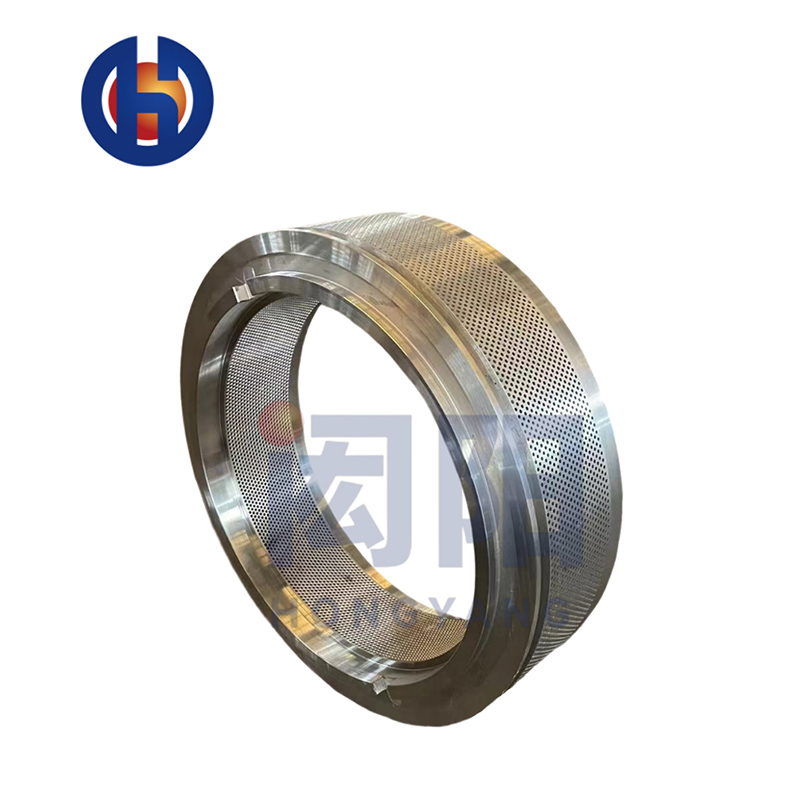
リングダイの穴は、表面仕上げが良好で、造粒成形性に優れ、粒子外観の仕上がりも良好で、ひび割れが少なく、材料形状が整然としており、粒子粉末含有量が少なく、排出がスムーズで、生産性が高いという特徴があります。同規格の生産効率は、同業他社と比べて大幅に高くなっています。
リングダイ供給穴の穴壁の高平滑性により、材料が金型穴に入る際の抵抗が低減し、材料の改良を通じて材料の造粒歩留まりを向上させることができます。リングダイ供給穴の角度が均一であるため、リングダイ排出の均一性が確保されます。
リングダイの品質と耐用年数を確保するために、46Cr13 リングダイ HRC52-55 と他の部品の硬度値の差は HRC2 を超えてはなりません。
リングダイは高温(1050℃)で加熱され、急冷焼入れされます。この工程で、ダイ本体は0.3~1.0mmのわずかな変形を生じます。また、研削加工により、リングダイの同心度誤差は0.05~0.15mmに達する場合があります。
製品展示


私たちの強み



ここにメッセージを書いて送信してください







-
イベント
-
製品カテゴリー
-
お問い合わせ
-
 電話: +86 18851202909
電話: +86 18851202909 -
 中国江蘇省麗陽市崑崙街正昌路201号
中国江蘇省麗陽市崑崙街正昌路201号 -
 メールアドレス: hy.ringdie@outlook.com
メールアドレス: hy.ringdie@outlook.com
-
-
ソーシャルメディア






© 著作権 - 2010-2025 : 全著作権所有。
人気商品 - サイトマップ - AMPモバイル
ペレットリングダイ, ペレットミルリングダイ, ペレットダイ, 飼料ペレットリングダイ, ペレットマシンリングダイ, リングダイ,
人気商品 - サイトマップ - AMPモバイル
ペレットリングダイ, ペレットミルリングダイ, ペレットダイ, 飼料ペレットリングダイ, ペレットマシンリングダイ, リングダイ,